PVC, Polyester, BOPP and XLPE are the materials that have been dominating the market for winding cables in submersible pumps. These materials have useful electrical properties and have performed well in the last four decades. Dual insulation of BOPP and Polyester is also available but rarely used.
However, over the last few years, with increasing load on submersible pumps due to increased water pumping requirements across the industry, manufacturers have been looking for a better grade of wire – a wire that can prolong the life of the pump and reduce failure instances of the motor, consequently raising the level of performance.
Let us look at the most common causes of failure of submersible pump motors.
Winding burnout due to external factors: Most winding burnouts occur due to primary or secondary single-phasing, extreme high or low voltage, phase unbalance on three-phase motors, or high voltage surges or direct strikes of lightning.
Winding burnout due to internal factors: Excessive heat generation happens mostly due to over-temperature because of hot water pumping, overloading of the motor by the pump, loss of cooling flow past the motor, scale build-up and frequent motor starts and stops.
Current and voltage imbalance: In 3-phase motors and high capacity motors, the motor windings are generally designed to tolerate a voltage range of +10% or -6% from nameplate voltage. In this voltage range, the amperage changes very little due to voltage fluctuations. Once the voltage is outside this range, every 1% voltage unbalance will cause approximately 6 to 10% current unbalance. This unbalance causes extreme heat in motor windings. When a motor is loaded to maximum amperage, a current unbalance greater than 5% will potentially cause the burnout.
Winding burnouts solely amount to around 75% to 80% of overall failures. Even in cases where failure does not happen, the life of the motor keeps reducing with rising temperature.
As per estimation, for every 10° increase in internal winding temperature, the lifespan of the motor is cut to half. For instance, if the motor is normally designed to have an internal temperature of 30°C with a life expectancy of 10 years, raising the winding temperature to 40°C reduces the lifespan to 5 years. An increase in winding temperature to 50°C shortens the lifespan to 2½ years.
Current unbalance and the resulting winding temperature must be avoided for the motor’s normal life expectancy. Not only these failures come with cost of replacement of vital parts of motors but also with an added labour cost which becomes a very costly affair since submersible pumps are put and installed deep under the field’s surface. The overall cost of taking out the pump, rewinding and reinserting is rather high.
Nevertheless, we can avoid more than 80% of the aforementioned issues by merely changing the winding wire itself. Fluorinated Ethylene Propylene (FEP) insulated winding cables can confer much longer life and higher performance. The high service temperature range of -200 OC to +200 OC and better durability offer longer lifespan, useful electrical properties and a more compact cable.
The graph given below shows the variation between insulation resistance and temperature of FEP:
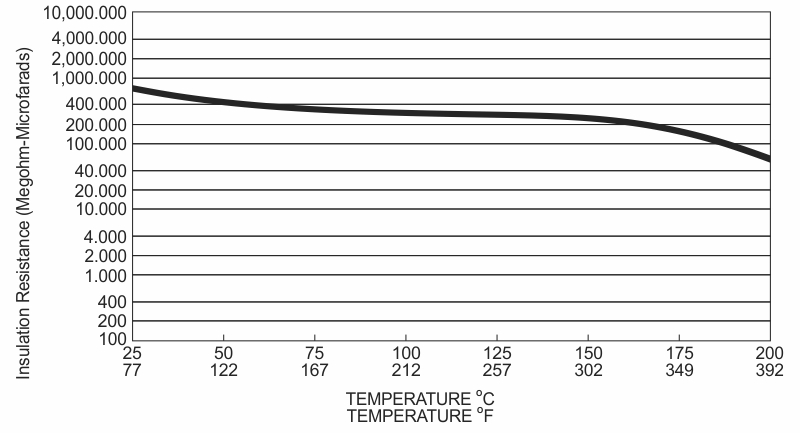
The above graph shows that insulation resistance does not vary significantly till 175 °C. This can be attributed to the superior thermal properties of the material.
Here is a comparison of the properties essential for the performance of the winding cable:
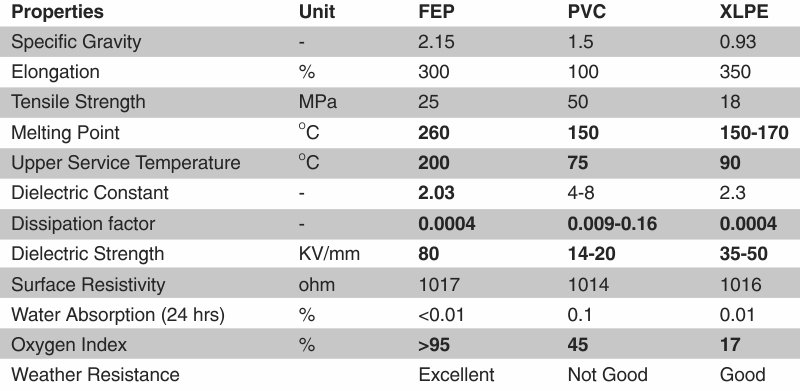
The high density of the product surely makes the wire a little heavier, but the higher performance we get outweighs the little increment in weight. For instance, it is possible to achieve breakdown voltage as high as 15 KV and life expectancy five times longer than that of the usual winding cables. These winding cables can turn out to be a boon for three-phase pumps operating under harsh conditions and at greater power.
– Pranjal Pathak, Sr. Executive – Marketing (Domestic and Far East)