
The German machine-making company FUHR is well known for its competence in the field of cold rolling machines. The portfolio covers everything from pay-offs via rolling stands to inline measuring systems and take-ups. FUHR’s specific strength is customised turnkey machines built from standardised approved modules.
There are only a handful of machine builders for cold rolling machines worldwide and among them FUHR is covering the widest range. Cross sections start from 0.1 mm² and end at 1000 mm². Materials are ferrous, non-ferrous and precious metals such as low carbon, high carbon and stainless steel, copper, aluminum and their alloys, gold, silver and titanium.
A speciality of FUHR is rolling mills for complex shaped wires, but also narrow strips from 2 mm to 30 mm width and 0.1 mm to 1.5 mm thickness are an important field.
Watch: RR Kabel: Naitik Punamiya on Solar Cables
Traditionally there are two different methods to produce narrow metal strips:

Slitting wide strip coils
Cold rolled strip coils in typical widths between 500 mm and 2000 mm are fed to longitudinal slitting lines. The slitter uses two sets of sharp rotary blades where the width of the blades equals the width of the strips.
At the slitting line’s exit the single strips are wound to tape style coils. The length of each coil is identical to the length of the initial wide strip coil.
The precision of the slitted strip is good, but the shearing process creates burrs even if the rotary blades are kept in good condition. Costly single strip edge trimming processes are required to smoothen the edges or create defined edge forms.
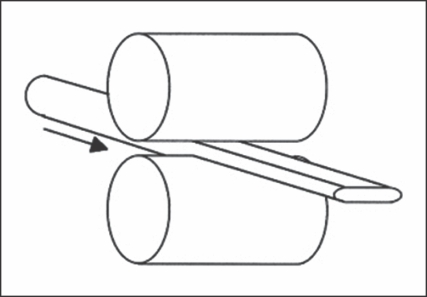
Rolling from wire
Hot rolled rod or drawn wires are the feedstock for the rolling process. Typically, a combination of 2Hi horizontal flattening stands and vertical edge rollers is used. The strip’s edge form is defined by the edge rolls’ groove design.The edges are smooth and free of burrs.
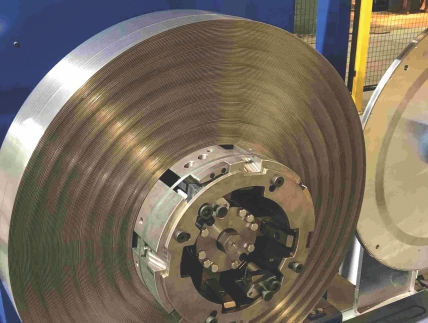
The strips are layer wound on reels. Alternatively, coreless layer wound coils can be produced. Compared to the tape-style coils of slitting lines the length of strips rolled from the wire is virtually endless and only limited by the take-up’s capacity. This advantage has been the motivation for many strip rolling mill installations because the consumers of the strip are enabled to run their machines for many hours without interruption for coil change.
Combined rolling and slitting
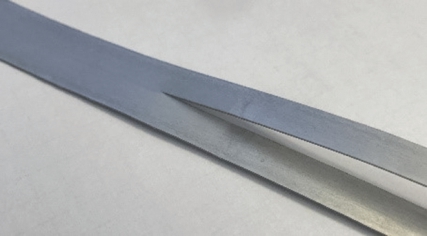
The great advantage of rolling huge production lengths with defined burr-free edges as opposed by the higher productivity of slitting lines was FUHR’s inspiration to develop a concept which combines the best of both processes where the wire is rolled to strip and finally slit into multiple strips.
The development of this innovative process was supported by the German Federal Ministry for Economic Affairs and Energy. The most challenging part was the design of the shearing rolls and the selection of their material because the lifetime of the shears should be much higher than in classical slitting lines.
End of 2021 the first combined rolling and slitting line was installed by FUHR. It produces two aluminum strips of 3/8” width at thicknesses of 0.015” to 0.030” which are used for cable armoring. The line is fed with a 3/8” diameter hot rolled aluminum wire rod of the 5000-series. Compared to a single strip rolling mill, the duo strip mill doubles the production capacity while labour costs are constant, and the machine price and its space requirements are only 30 percent higher. Moreover, the energy costs per ton of produced strip are drastically reduced.
Future enhancements of the combined process
The first installation was a proof of concept which will now be deployed to applications for different materials and end uses. Aluminum and Copper strips are used for example in the production of finned tubes for heat exchangers and for cable shielding. Copper strip is used for bus bars in photovoltaic modules. Strips from steel and stainless steel are widely used in many industries.
Also Read: FUHR Wire Rolling Mills – Specialist in Pay-Offs and Take-Ups
The number of strips is not limited to two and can be enhanced.
FUHR is encouraging strip makers and end users to get in touch and discuss the feasibility of combined rolling and slitting for their product.


